


一、產品分析
這是一款醫用滴液器,是美國一位朋友所委托,有一些難度,已經幾個模具廠制造未果。難點在于頭部有一個橫向的圓管,圓度要求很高,是裝旋閥的,不能滲漏出液體,頭部的滴管長度27mm,但是直徑很小,只有Φ3.2mm,注塑時容易發生偏芯
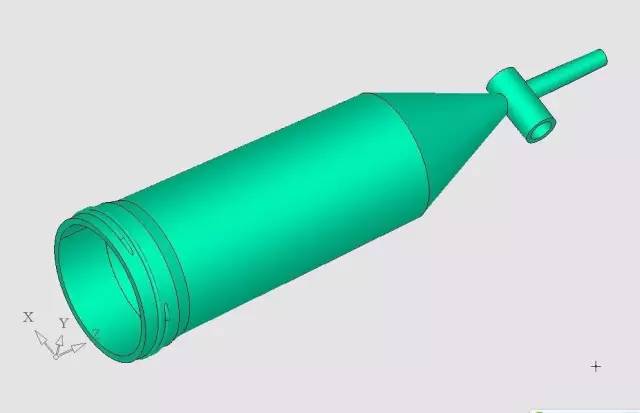

從上圖可以看到,頭部的圓管內空有一條凸筋,是用來扣住旋閥的,旋閥裝在滴液器內,見下圖
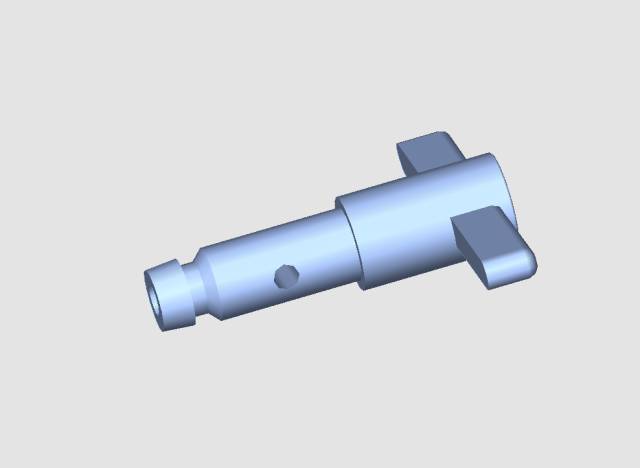
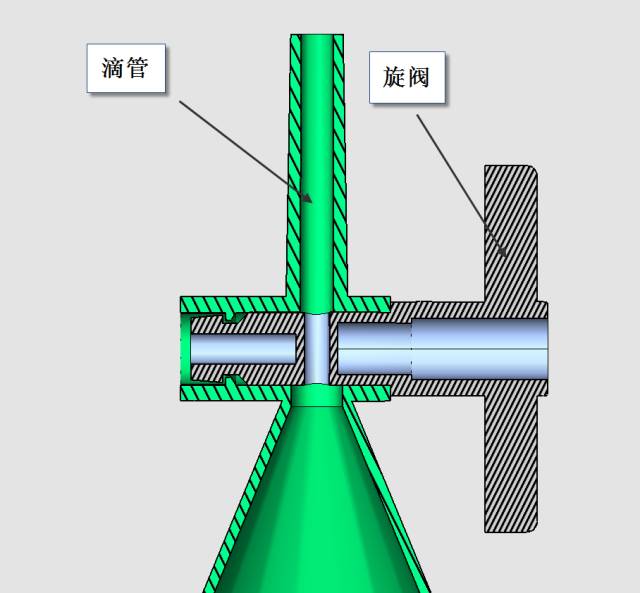
這個產品幾何形狀不是很復雜,但是模具結構很復雜,主要是難以控制定模凹腔與動模型芯的同心度,還有定模抽芯時產品受滑塊的拉扯產生的變形,并且產品會吸附在滑塊上。從圖中可以看到,產品的小頭有個小圓管,是用來裝旋閥的位置,剖視圖中可以看到,模具的型芯是一邊長一邊短的,產品肯定會依附在型芯長的一邊的滑塊上。從產品的總體看,大端的圓筒狀的部分很難控制產品的壁厚均勻度
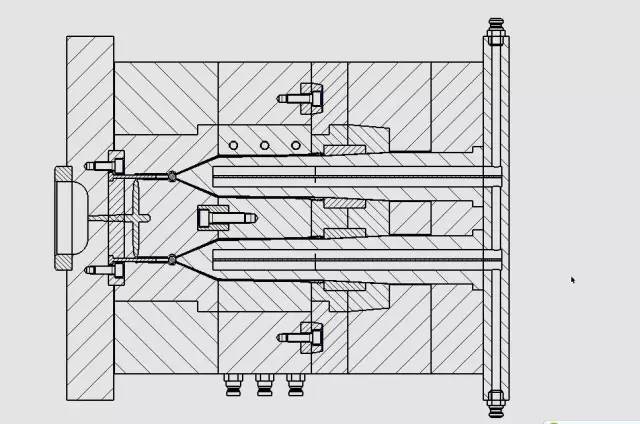
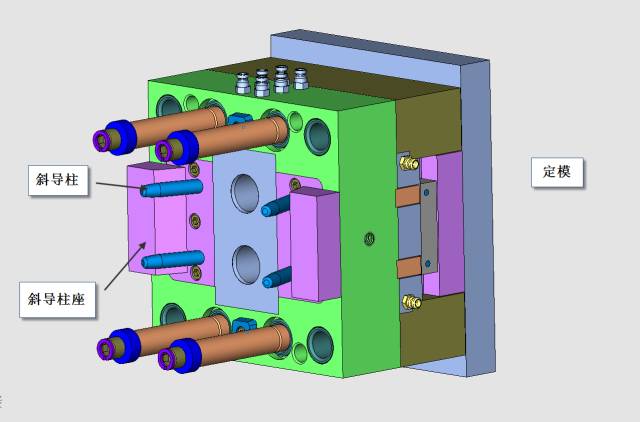
二、模具總結構的構想
怎樣在模具結構的設計方面避免模芯的漂移和彈性變形?怎樣避免在定模滑塊外移時制品不跟著滑塊向一邊跑?進膠形式怎么安排,是本案例的關鍵。通過思考和推理,模具的總結構應該是這樣的,見下圖
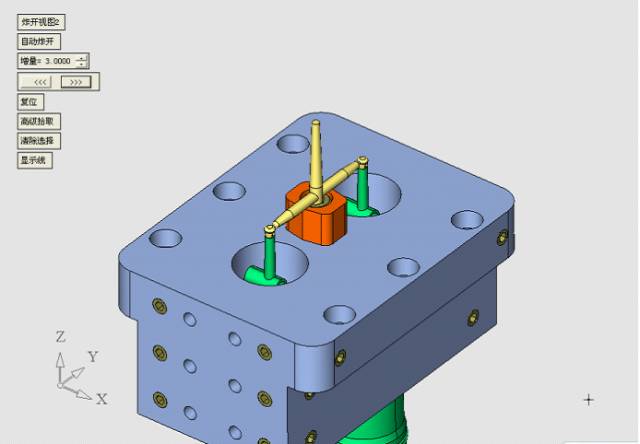
三、動模芯的設計。
動模芯的設計要點關鍵是要控制動模芯的剛性,盡量減少它的彈性變形。分二個部分來考慮,一是動模芯與模板的固定方式,二是從所用鋼材和熱處理狀態來考慮。
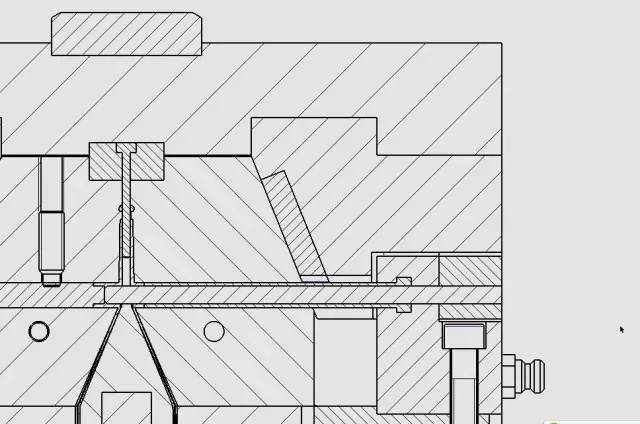
在上圖中我們可以看到,模芯的固定部分比成型部分長,根據我的經驗,此類模具一定要達到如此的比例(不能小于1:1),否則動模芯容易被熔融的塑料沖偏。動模芯內部是通冷卻水的,利用隔水片從動模底板中進出水。
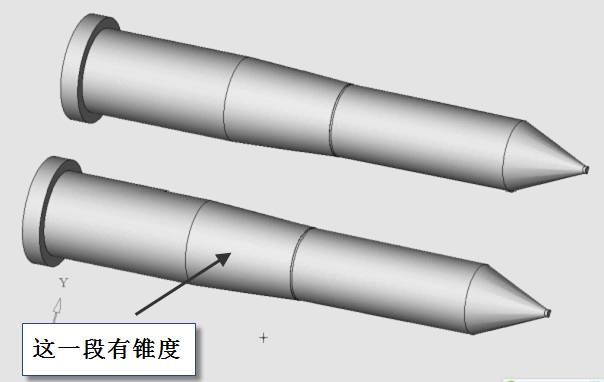
動模芯的硬度和剛性也很重要,我們采取的是8407,熱處理后的硬度是HRC48,由于產品是透明件,表面拋光后,進行了鍍鉻處理(通過鍍層厚度來精確控制產品重量)。不僅如此,動模芯的定位和緊固也非常重要,見下圖。
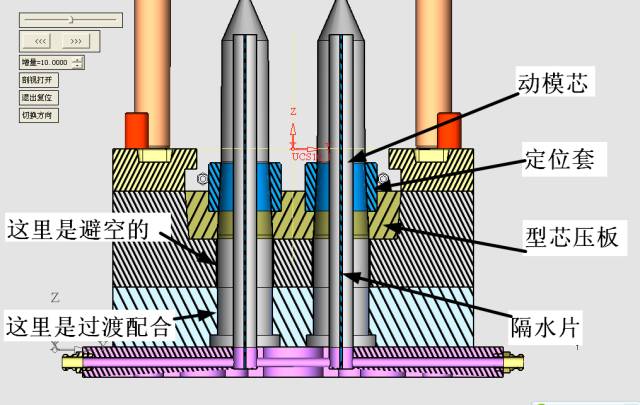
上圖中的定位套是緊壓入型芯壓板的,定位套和型芯壓板也可以做成整體,(但是加工比較麻煩)我們可以看到,型芯壓板與動模板凹壁的配合,四周都是斜面的,定位套的內壁與動模芯配合的面也是斜面的,這樣,當型芯壓板和定位套的錐面緊緊地壓住動模芯的錐面時,動模芯的定位精度和剛性會達到最佳狀態,見下圖。
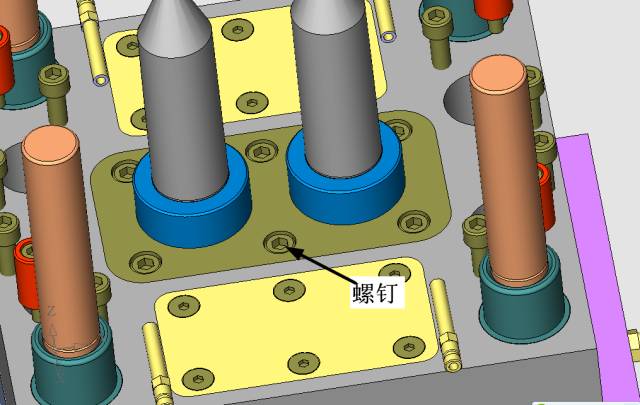
在上圖中可以看到,由于型芯壓板的外圍斜面與動模板的凹壁的斜面是緊密配合的,6個10mm的內六角螺絲可以將動模芯牢牢地固定在動模板上,同時,上圖中藍色的定位套的外圓也是動模滑塊的定位。另外,型芯壓板的加工要點是定位套壓入后,內外斜面要一次性加工出來。否則不能夠保證動模芯的定位精度,嚴重的可能將整套模具產生偏位。
四、動模滑塊軌道的設計
我對于此類結構,滑塊的軌道都是用加硬的材料“貼”上去的,我不贊成用厚的模板來挖槽,因為那會使得模板變形,嚴重影響導柱和導套的定位精度,有些廠家硬是要在模板上挖槽,還不貼硬片,試模時是可以的,但是模具的壽命不長,假如開了槽再加硬片,模具的體積就要放大,很不劃算。所以用加硬的軌道附加在平的動模板上是經濟實惠的做法。一般來說,動模有大滑塊的結構,所有的功能性的附件都要做在這個軌道面上,往往位置很緊張,所以,我們在布置位置時要統籌兼顧,因為它是淬火的,改起來很困難,如下圖。
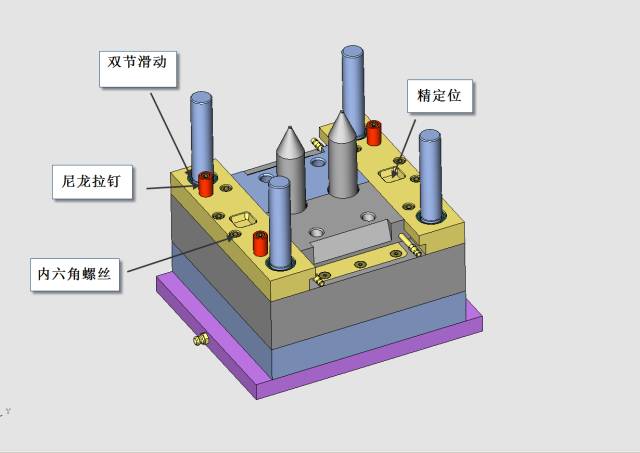
上圖中的軌道上布置有:尼龍膠釘、內六角螺絲、精定位、雙節滑動導套等零件。這個雙節滑動導套還起到軌道與動模板的精確定位作用,見下圖。
五、限位螺絲的設計
這個醫用滴液器產品比較長,有效的頂出距離要110mm,產品才能夠順利地取出,可是設置限位螺絲的空間才50mm,(底板+型芯板-螺絲頭-臺階厚度)。也就是說,限位螺絲的空間根本不夠,一般的處理方法是在模外加限位拉板,這樣做比較麻煩,而且拉板的固定螺絲經常會斷,往往會影響生產。我這里介紹一種很簡單很方便的方法。供大家參考,見下圖。
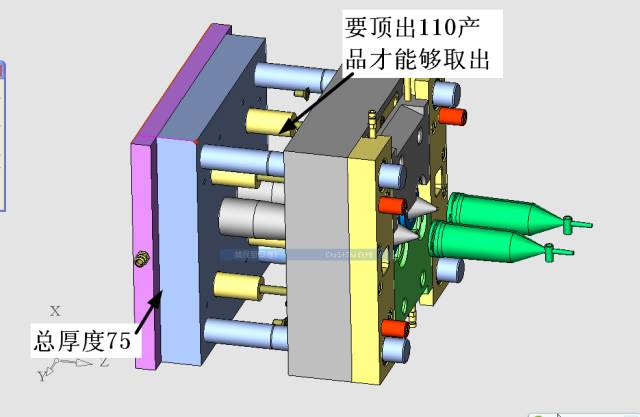
我在原來設置限位螺絲的位置加了一個套,一切就變得非常簡單了。這個方法可以延伸,假如需要頂出的距離更長,可以做雙層的加長套,甚至三層,詳細結構請看下圖。
六、動模滑塊的設計
這個滑塊是非常傳統的設計,我在這里做了一點點改進,見下圖。
一般的模具設計師在滑塊的外側都是采用斜面,但是我在這里留了一點點平面,這樣做的好處是沒有增加加工成本,但是有了這個平面,火花機加工的時候非常方便,另外水接頭可以做在這個平面上,避免了在斜面上攻螺紋的麻煩。滑塊撥開的動力是靠固定在定模一側的斜導柱作上的斜導柱來實現的,見下圖。
七、動、定模之間的精定位的設計
動、定模之間的精定位的設計見下圖。
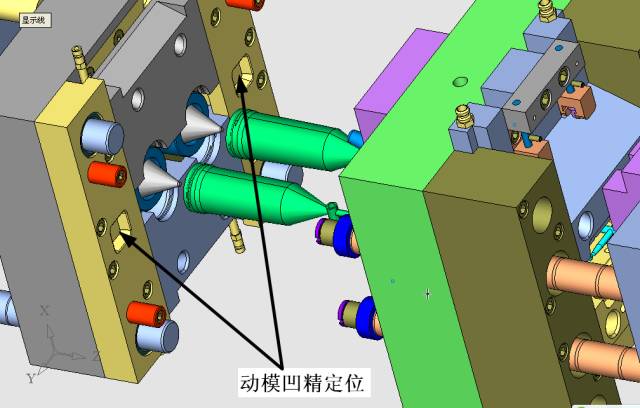
這個精定位很重要,直接決定產品內外圓的同心度,我采取的方法是在動、定模全部組裝好以后,直接以型腔為基準來加工精定位的。
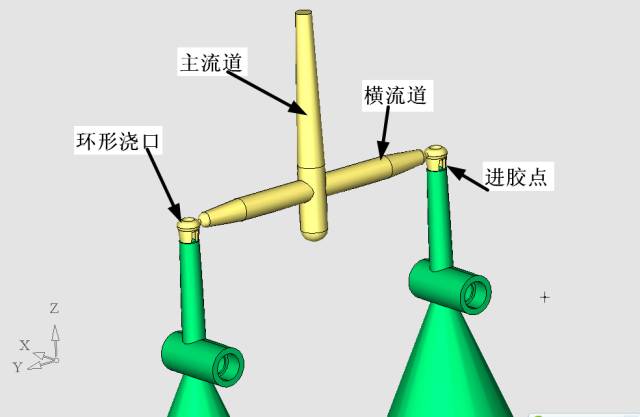
八、澆口的設計
這個零件的澆口設置有點特殊性,不同于其他“試管”類的模具,因為在產品的尾部的通孔直徑很小,根本談不上剛性,經熔融的塑料流一沖就偏了。所以我采用了一種特別的澆口,是“爪形”澆口的變種,見下圖。
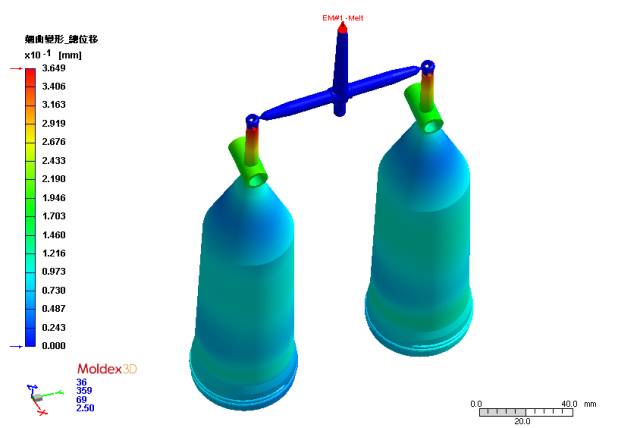
這個爪形澆口在出模時是與橫流道斷開的,并會連在產品上,以后有一道切澆口的工藝,并且要做一個專門的切斷工具,這看起來好像很麻煩,但是我認為,要得到合格的產品,這是必須的,我見過以前不成功的模具試模的樣品,是用的潛伏式澆口,雖然會自動斷澆口,但是產品的殘余應力太大,頭部的圓管的圓度不穩定,雖然想追求完美,但是目的沒有達到,我想通過這個案例與年輕的模具設計師交流一下設計的理念。以下圖是Moldex 3D公司的模流分析結果。
我設計模具第一考慮的是保證用我設計的模具生產出來的產品是合格的,客戶可以接受的,第二才是在保證模具合理壽命的前提下盡量減少成本。再看定模小型芯,直徑僅僅3.2mm,見下圖。
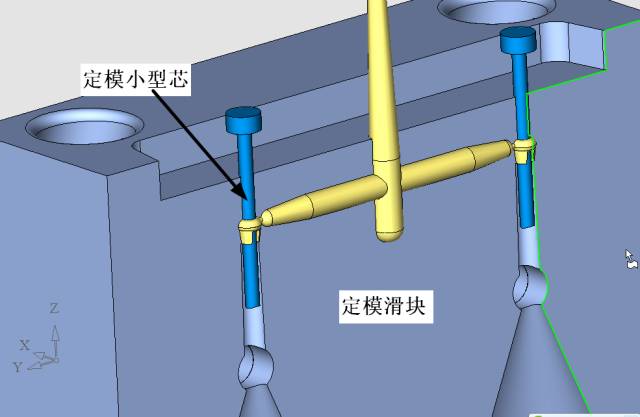
我是這樣設計的,雖然定模型芯的直徑很小,但是由于被定模滑塊夾緊,在根部有很大強度的,相當于在材料力學里“簡支梁”的計算公式里,簡支梁的長度為零。從理論上講,這個時間點上小型芯的強度是無窮大的。然后當熔融的塑料流從端面進入后,抱著小型芯向里進膠,先進去的塑料就抱緊了型芯,填充的塑料使得型芯在瞬間就有了強度,我做過很多類似的模具,這種澆口有很好的效果。
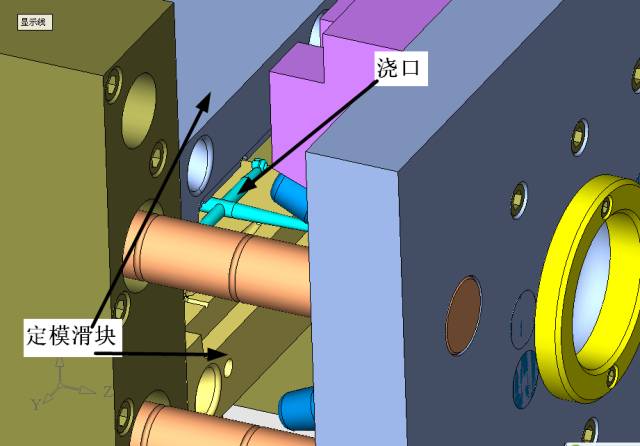
九、定模滑塊的設計
定模滑塊是這樣分型的,外分模線肯定在中間,內分模面一定是在型芯的臺階處。見下圖。

根據產品的特征,產品的外分模面一定是在中間的。但是由于側抽芯是一邊長一邊短,所以,分出來的滑塊1是這樣的,見下圖。
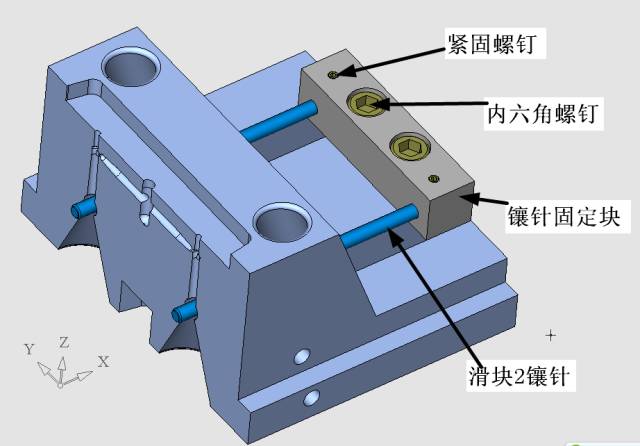
滑塊1對應的滑塊鑲針比較短,但是滑塊2的鑲針比較長,見下圖。
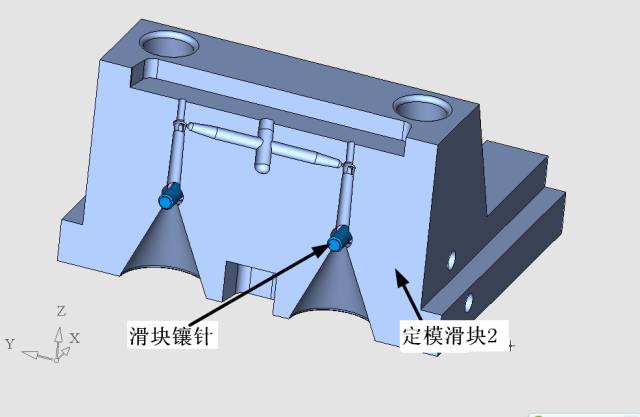
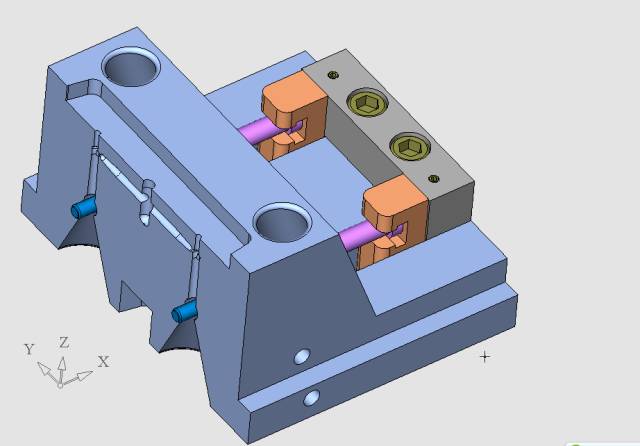
可以肯定,二個滑塊在分開時,產品是會粘在定模滑塊2 上的,并且會隨著滑塊2一起拉扯,由于產品中間有動模芯掛住,產品一定會拉傷,因為定模滑塊2一側的造型的特征,內外的型面都在一側,而滑塊針是不允許有脫膜斜度的(因為是裝配旋閥的),包緊力很大,這也是以前的模具多次失敗的主要原因。所以我在定模滑塊2一側設置了止推裝置,首先,有一個推管,在滑塊分開時,它是不動的,頂住產品,將產品強制性地留在中間,見下圖。
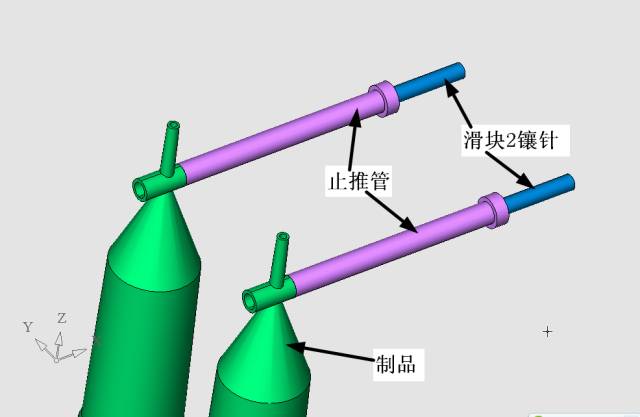
圖中,止推管是固定在定模上的,相對于產品是不動的。而滑塊2 鑲針是固定在滑塊2 上的,是隨著滑塊2 運動的。這樣就可以有效地防止產品在脫模時隨滑塊2運動。導致制品被拉傷。滑塊2 上的止推管是這樣固定的,見下圖。
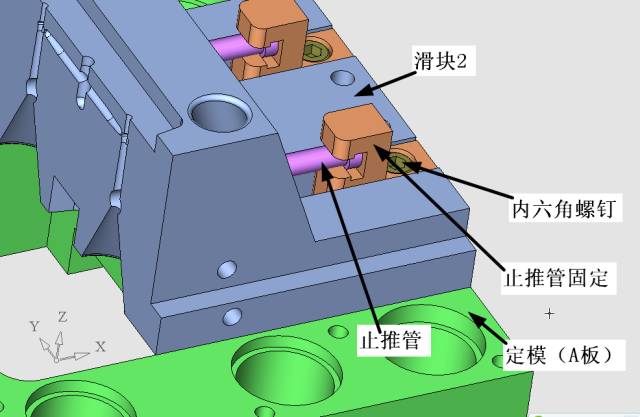
從上圖可以看到,止推管相對于定模板板是不動的,直接用螺絲固定在定模(A)上。但是鑲針是固定在鑲針固定塊上,鑲針固定塊是用螺絲固定滑塊2上的,它會隨滑塊2 一起外移,與制品分離,見下圖。
這是一個非常經典的滑塊止推機構。合起來是這樣的,見下圖。
十、定模滑塊的定位
一般這種敞開式軌道的大滑塊機構,很容易產生滑塊的定位性不穩定,因為滑塊會受到鎖緊塊斜面的擠壓,極微量的位移也會對制品的外觀產生很大的影響。特別是本產品的外形,錐度部分在定模滑塊上,直筒部分在定模大鑲件上,假如偏位0.05mm,產品外形就會很難看。所以在本套模具里,定模滑塊的定位機構對制品的外觀品質有舉足輕重的作用。.
這個定位機構我是這樣設計的,非常簡單的結構,但是它起到了定模滑塊與定模仁的精確定位作用,同時也使得定模滑塊1、定模滑塊2之間產生精確定位,見下圖。
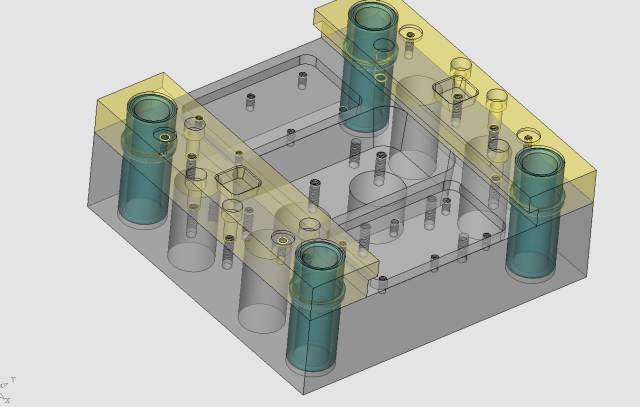
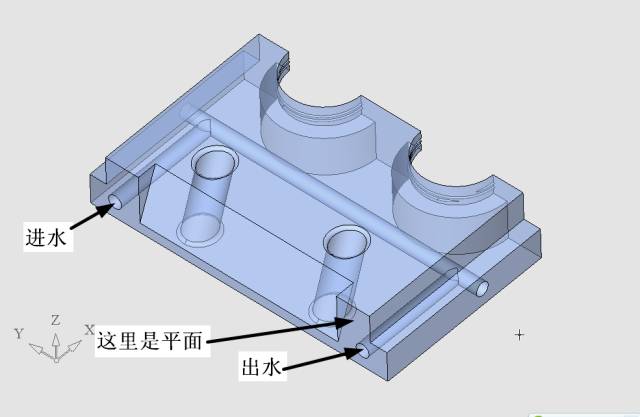
十一、定模滑塊的冷卻
定模滑塊的冷卻見下圖。
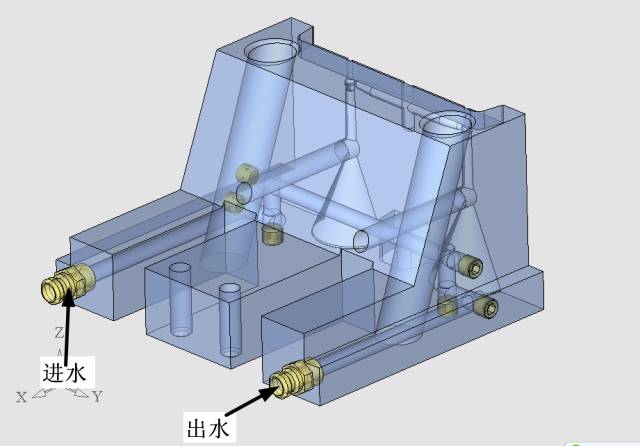
從上圖可以清楚地看到定模滑塊的冷卻水路的設置。前面講的圓度要求很高的圓管的成型是在定模滑塊上的。定模滑塊的冷卻系統的布置直接影響到這個圓管的圓度,其實定模滑塊的冷卻系統不單單起冷卻作用,(嚴格的講應稱為熱交換系統)我認為為了增加前面講到的圓管的圓度的穩定性,定模滑塊必須保持穩定的模溫,應該在50°C左右,定模滑塊的冷卻系統是采用了一個模溫機,設定的溫度是48°C,在實際生產中取得了很好的效果。
十二、定模仁的設計
定模仁的結構見下圖。
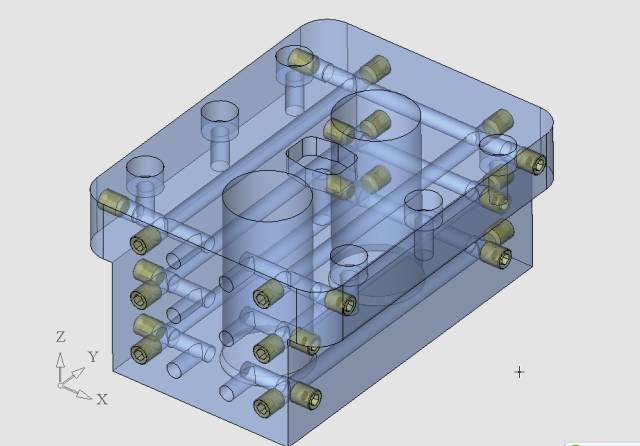
定模仁的設計是非常傳統的,沒有什么特殊的地方,從上圖可以看到,有分成三層的冷卻水路。因為我考慮到該制品的特征,產品與另外一個零件(旋閥)之間的配合是要求不漏水的,產品的圓度要求比較高,所以首先要保證模具溫度非常穩定,然后再考慮怎樣將制品定型。定模仁的型腔加工要與二個大滑塊定位在一起,然后才可以加工。最終的拋光也要將定模仁與二個定模滑塊定位在一起,不然很難保證結合線不錯位。
十三、澆口的取出
澆口的取出方式比較特殊,見下圖。
從上圖看,按理講澆口是拿不出來的。它會留在二個滑塊中間。這可是非常麻煩的。可是始料不及的是,竟然有意外的驚喜,澆口在相互拉扯時,有一邊先斷開了,這是肯定的,因為爪形澆口與橫流道的連接是一個點澆口,具體形狀是小端直徑Φ1mm、錐度是30°的的圓錐體,沒有斷的一邊就跟隨制品一起出來了,見下圖。
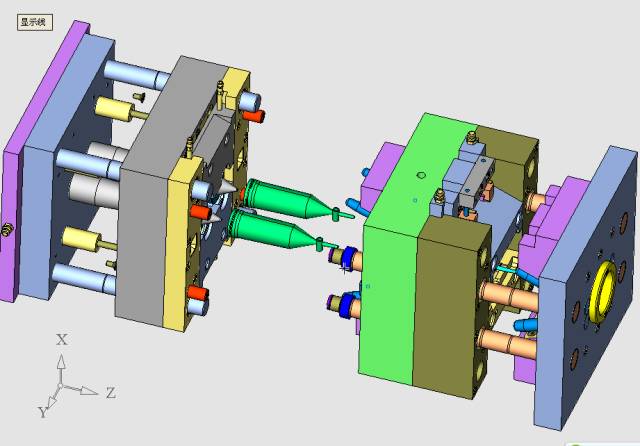
模具的總體結構是這樣的,下圖是模具打開的狀況。
小結:
這是一套很有實用價值的模具,曾經困惑了我的朋友很久,現在這個難題終于被攻破了。但是,僅僅靠文字和圖片要切實了解這套模具的詳細結構是不夠的,我在這里只是表達了我的設計理念和設計思路,希望可以起到拋磚引玉的效果。
設計方案的特點
動模型芯的固定方法,確保了動模型芯的剛性和穩定性以及產品壁厚的均勻性;
定模滑塊的止推結構,防止產品粘滑塊,是本套模具能夠成功的關鍵;
定模滑塊與定模仁的精確定位,確保產品外觀的接合線的美觀,特點是結構極簡單,加工方便;
動模的鑲套式限位螺絲的設計,變相擴展了動模的頂出空間;
變相的爪形進料口,有效地保護了定模小型芯不被沖偏。
本案例介紹到這里就差不多結束了,但是還有一個與模具沒有直接關系的問題,可是又非常有價值,我在這里補充一下。希望能夠對大家將來的工作中有一點幫助和啟發。前面講到,本制品與另外一個零件(旋閥)的配合有較高的要求,這個內孔的圓度要求很高,見下圖。
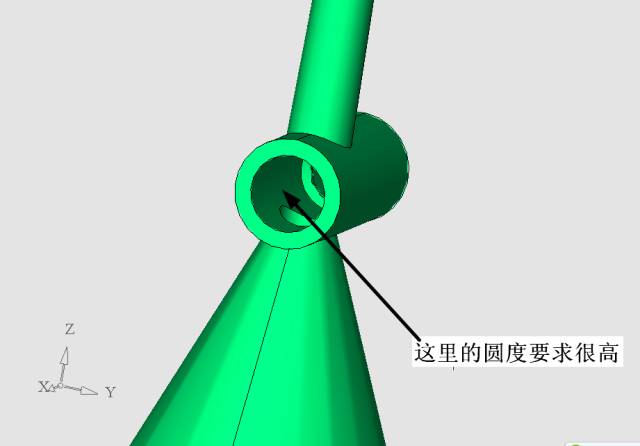
但是這個產品是PP做的,蠕變量比較大,就這樣直接注塑成型要達到不漏水是很困難的,我在生產的時候采用了定型的方法,定做了一批芯棒,制品出來后將芯棒插入,10分鐘后取出,效果很好見下圖。
